Dry jet milling
For standard applications, jet mills for fineness of 2-5 μm (mean particle diameter) are used worldwide.
Our TDG fluidized bed Jet mill with integrated TTD classifier wheel what is supported in bearings on both sides has the advantage of achieving finenesses down to 0,5 µm and at the same time preserving the laminar particle structure.
High-pressure operation with high temperatures results in the best possible throughput and thus optimum energy consumption. Depending on the origin and properties of the pre-ground raw material, it is possible, for example, to produce finenesses of 0.7 μm on the 500/800 TDG at a throughput of up to 0.5 t / h.
In addition of water or silane by spraying into the grinding container is required already a normal mode of operation.
Wet grinding with media mills
For the plastics industry, especially for the automotive sector are reinforced compounds required. Talcum filler must therefore have a very high laminarity.
Compared to dry jet milling this requirement can be met on wet mills. These mills are successfully in use. The advantage of our ANR-CL is the drive, consisting of four individual frequency-controlled motors, which can be operated separately if a motor fails.
The vertical Alpine wet mill ANR-CL produces high laminarity and high fineness at a low peripheral speed and therefore has an energetically significant advantage.
Depending on the grain distribution of the feed material - the finer the more advantageous - energy values of 60 Kwh / t at a d50 of 2 μm* are confirmed.
*Note: the stated finenesses in μm refer to measurements on the Sedigraph.
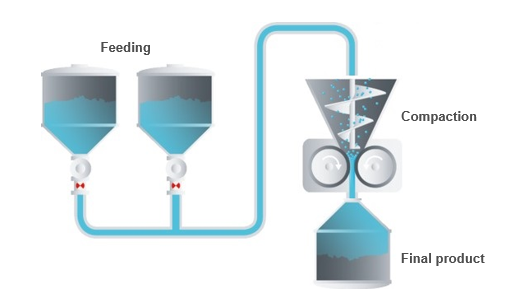
A whole range of problems can arise when processing fine particles. Due to their low bulk density, these particles have poor flowing properties, and separation during handling is also difficult. In addition, there is a risk of dust explosion. One way to prevent these problems is to compact them. This results in the following advantages:
- Continuous process
- Low energy consumption
- lower moisture load of hydrolysis-sensitive particles
The compaction process can be integrated into (existing) process chains.
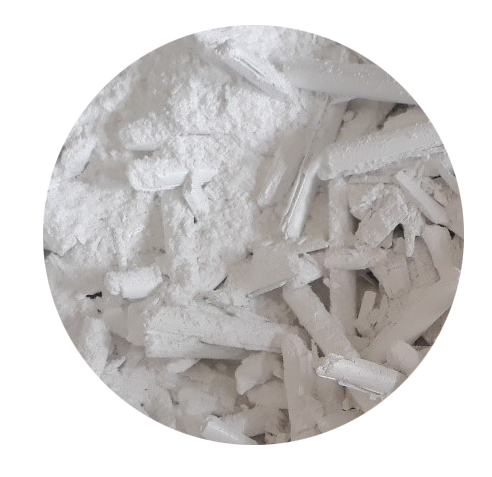
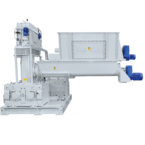
The Kompaktor is designed for the de-aeration of talc (densification). A high bulk density without creation of hard spots will be achieved during the densification process. The powder will be fed into a large silo above a horizontal screw. An agitator or vibration nozzles above the screw prevent any bridging of the light talc powder. The horizontal screw has a vacuum de-aeration system for increasing the efficiency of the screw and increasing the throughput of the Kompactor. The talc will be compacted to soft flakes in the roller gap of the Kompaktor. After compaction the material is normally packed into silos or normal bags.